







































خلاصه :
جعبه های آتش نشانی فولادی، با یک لایه رنگ پودری الکترواستاتیک با ضخامت 80 الی 120 میکرون پوشش دهی میشوند. اما لازم است بدانید قبل از فرآیندی رنگ کاری، بدنه جعبه باید طی چند مرحله شستشو، چربی زدایی و فسفاته شوند. شستشو، چربی زدایی و فسفاته کاری، درون وانهای بزرگ و توسط مواد مخصوصی انجام میشود. با انجام این کار، سطح بسیار تمیزی وارد اتاق رنگ کاری میشود که سبب میگردد رنگ به راحتی بر روی سطح جعبه بچسبد و میزان چسبندگی رنگ به جعبه در حد استاندارد باشد. اگر آماده سازی سطح جعبه به طور مناسب انجام شود، و از سوی دیگر فرآیند پوشش دهی سطح جعبه با رنگ پودری الکترواستاتیک به درستی صورت پذیرد، محصول خروجی انواع آزمونهای مختلف اعم از سالت اسپری، شاک تست و کراس کات را به درستی پشت سر خواهد گذاشت و جعبه در طی سالهای طولانی دچار فرسایش و خوردگی نخواهد شد.
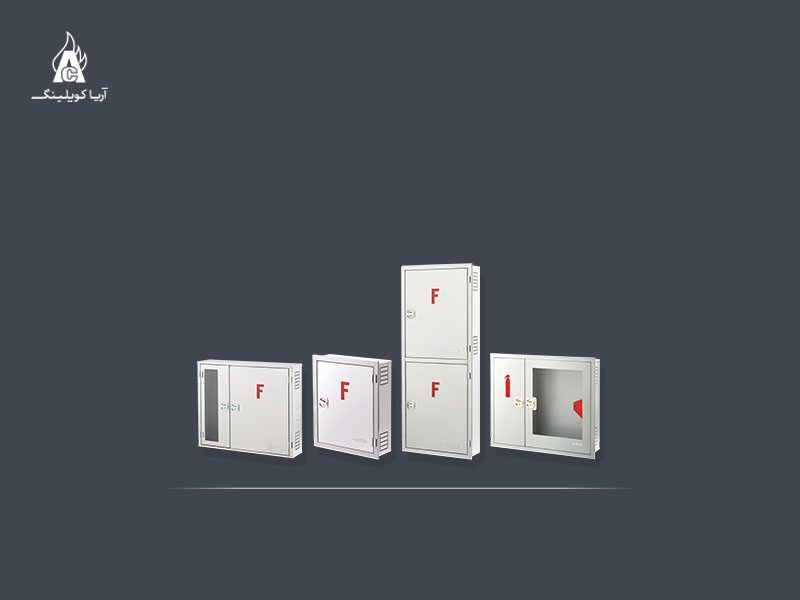
به جز جعبههای استیل هر جعبه آتش نشانی فولادی دارای پوشش رنگ است. رنگ مورد استفاده در پوشش دهی جعبه آتش نشانی، تقریبا مرحله پایانی ساخت جعبه به حساب میآید. پوشش رنگ علاوه بر جنبههای زیبایی شناسی محصول، به مقاومت و کارآیی جعبه هم وابسته است. یک پوشش رنگ با کیفیت بر روی جعبه، سد محکمی در برابر عوامل خورنده ایجاد کرده و در مقابل زنگ زدن جعبه مقاومت میکند.
تولید کنندگان جعبه، اغلب از رنگ پودری الکترواستاتیک برای پوشش دهی جعبه آتش نشانی استفاده میکنند. کمیت و کیفیت مراحل آماده سازی و شستشو، مراحل رنگ پاشی، مراحل رنگ کاری و پخت در کوره و در آخر مرحله خشک شدن رنگ، عوامل اثرگذار بر روی کیفیت و استحکام پوشش رنگ نهایی جعبه هستند.
در این نوشتار به بررسی مراحل مختلف رنگ کاری جعبه آتش نشانی بپردازیم.
- چربی گیری
- آبکشی اولیه
- فسفاته کردن
- آب کشی نهایی
- خشک کردن
مراحل شستشو و چربی گیری جعبه آتش نشانی
شستشوی جعبه اولین اقدامی است که قبل از شروع فرآیند رنگ انجام میشود. این کار به منظور پاک سازی اولیه سطوح جعبه از آلودگیها صورت میگیرد. اما برخی آلودگیها بر روی سطح جعبه باقی مانده و در ادامه، بر روی کیفیت رنگ جعبه اثر منفی میگذارند. به همین دلیل فرآیند چربی گیری با محلولهای خاص را قبل از شروع رنگ کاری جعبه در نظر میگیرند.
به دلیل خاصیت قلیایی این محلول، PH آن (اسیدیته) آن همواره باید توسط متخصصان کنترل کیفیت، کنترل و پایش شود.
در انتهای این فرآیند، تمامی آلودگیها و چربیها از سطح جعبه زدوده شده و جعبه به سفر خود در خط رنگ ادامه میدهد.
اهمیت چندین مرحله آبکشی
در ادامه چندین مرحله آبکشی و فسفاته کاری باید طی شود تا جعبه آماده رنگ کاری و ورود به کوره شود.
تاکید بر چندین مرحله آب کشی به دلیل حساسیت زدودن آلودگیهاست. در صورت باقی ماندن محلول قلیایی بر روی سطوح جعبه، در مراحل بعدی و تماس با محلول فسفات (که یک محلول اسیدی است) نمک به وجود میآورد و از کیفیت پوشش رنگ به شدت میکاهد.
مراحل فسفاته کاری و آبکشی نهایی جعبه آتش نشانی
بعد از طی چندین مرحله آبکشی و چربی زدایی، به مرحله فسفاته کاری میرسیم. هدف اصلی این مرحله، افزایش چسبندگی رنگ است. به این ترتیب پوشش رنگ به خوبی بر روی جعبه قرار گرفته و یک جعبه آتش نشانی زیبا، مستحکم و مقاوم به خراش و ضربه به دست میآید.
چند مرحله آبکشی نهایی نیز به دلیل زدودن هرگونه املاح اضافی از سطح جعبه، صورت میگیرد تا جعبه در مرحله بعدی خشک شده و کاملا آماده رنگ پاشی و ورود به کوره شود.
خشک کردن
بعد از طی مراحل فوق، جعبه باید کاملا خشک شود. از این رو، جعبه در درون دستگاه خشک کن قرار میگیرد تا کاملا در یک محیط عاری از آلودگی خشک گردد. در واقع جعبه به مدت 20 دقیقه در خشک کن با دمای 110 درجه سلسیوس باقی میماند و سپس وارد خط رنگ میشود.
آزمایشهای کنترل کیفیت
تیم کنترل کیفیت مجموعه آریاکوپلینگ، به طور متناوب جعبه آتش نشانی خارج شده از خط رنگ را با استفاده از آزمونهای کنترل کیفی میسنجند.
این آزمونها عبارتند از:
- آزمون ضخامت سنجی
این تست با استفاده از دستگاه ضخامت سنج انجام میگیرد. با استفاده از نتایج آزمون میتوان ضخامت رنگ جعبهها را به دامنه مجاز ضخامت استاندارد مقایسه کرد.
- آزمون مه نمکی
این آزمون برای شبیه سازی شرایط خوردگی بر روی جعبههای آتش نشانی انجام میگیرد.
- آزمون Cross Cut
این آزمون هم برای سنجش چسبندگی رنگ جعبه مورد استفاده قرار میگیرد.
مقاله های اخیر :